

有消費者問小編這個問題,因為在網路上看到「捨棄市面上絕大多數只要幾秒鐘的電擊加熱,堅持 300 度恆溫恆壓烘烤」,這張床的彈簧比較好嗎?其實這個問題是金屬冶煉的加工問題,電擊回火與烘烤回火都是床墊彈簧的熱處理製程。只要涉及到金屬的加工成型,都要進行熱處理,當然彈簧床墊也不例外。
床墊彈簧的熱處理
對彈簧進行電擊加熱、氣爐烘烤,這是床墊彈簧特別的加工分野,這些熱處理主要都是為了減輕、消除應力的影響,從而提高彈簧的耐用度。為什麼呢?網友可以簡單作一個實驗,拿一條細的鐵絲,一般如果要裁剪,我們可以用老虎鉗剪斷,但如果手邊沒有工具時,還有一個方法,就是不斷的彎折鐵絲的一個部位,這樣最後同樣能「折」斷鐵絲,這就是應力對鐵絲的影響。
這種反覆彎折的過程,鐵絲發生了金屬疲勞。疲勞現象發生於物件反覆受應力時,可大致分為三階段:若應力超過一定閾值,在高應力集中點會形成微小裂縫,接者,隨著每次的循環應力,裂縫逐漸擴張。最後一旦裂縫達到一臨界尺寸,裂縫將快速擴展,物件斷裂。
那麼回到本文的主角,彈簧。一般床墊彈簧的基本材料就是鐵,為了提升鐵的鋼度、韌度、耐疲勞度、耐磨擦、耐腐蝕、耐……,不管耐什麼,都會作一定的處理,將鐵變成鋼,其實就是想辦法去除鐵中的磷、硫等元素,然後加上碳、錳等元素,這樣鐵就變成碳鋼,當碳達到一定比例,就稱為低碳鋼、高碳鋼。
- 碳鋼:含碳量 0.025~1.7%之間。
- 純鐵:含碳量 <0.02%。
- 鋼:含碳量 0.02~2.0%之間。
- 低碳鋼:含碳量 <0.025%。
- 中碳鋼:含碳量 0.025~0.6%。
- 高碳鋼:含碳量 >0.6%。
材料會影響床墊彈簧的耐用度與性能,比如一跳就斷掉、使用沒幾年就凹凸不一致,這些都可能是不良鋼材造成的影響。以下是市場上常見的床墊彈簧處理的元素,這些元素就是廠商拿來當作行銷的焦點,例如:高碳錳鋼、鈦銅剛、琴線鋼等。
進階閱讀:你聽過高碳錳鋼、鈦銅鋼、琴線鋼彈簧嗎?這些床墊彈簧有什麼特點,我需要嗎?
一些常見元素對製造床墊彈簧的影響
| 元素種類 | 對鋼材的影響 |
|---|---|
| 碳(C) | 可增加強度、硬度、降低延展性、韌性。使鋼之組織細密,加工困難。含碳量高者,熱處理效果大;反之熱處理效果小。 |
| 矽(Si) | 可改善鋼液之流動性,易於鑄造。煉鋼還原劑,可除去鋼之氧化物及氣體,使結晶顆粒變粗。使鋼增加強度、硬度及彈性,減低伸長率及衝擊值。 |
| 硫(S) | 硫多時會產生偏析,降低強度、伸長率及韌性。妨礙鋼之高溫加工,具紅熱脆性之現象。可增加易削鋼之切削性。 |
| 磷(P) | 易產生偏析,經軋延或鍛造會形成細長帶狀稱為魔線。具低溫脆性,影響常溫機械加工。使鐵結晶粗大、減少韌性、硬度及強度略增。 |
| 錳(Mn) | 妨礙碳鋼於常溫的可鍛性。防止晶粒生長,可消除硫及氧化物。可增加強度但會降低延性。 |
| 銅(Cu) | 銅含量過高會使鋼材變脆。可增進鋼於大氣中的耐腐蝕性。 |
| 鈦(Ti) | 可增高抗拉強度、耐溫度變化。降低熱脆性。 |
不過除了鋼材之外,其實影響同樣大的還有製程方式,也就是對鋼材的熱處理。床墊的鋼材熱處理其實在兩個部分,其一是上游鋼鐵廠進行的熱處理,在台灣這是中鋼、唐鋼在作的專業,與消費者距離實在很遠。
台灣製的鋼材絕大部分來自於中鋼,以中鋼的技術對於床墊彈簧那只能說是大刀小用,基本上全世界鋼鐵廠都會依照一定的標準,產出不同型態的鋼材。其中製作彈簧的大部分是以盤元方式出品,也就很是粗的鐵線,再交由中遊廠商進行抽製鐵絲。
中鋼出品時的鋼材,需要依照國際標準的規定,控制各種元素比例,並且符合一定的機械性能,提供給不同需要的客戶。在德國如此、在日本、美國也都有其標準,不同的標準會有共通的標號,以方便客戶採購。因此在高碳鋼這種用來製造床墊彈簧的鋼材上,其實差異性很微小,幾乎可以忽略。
當然製作彈簧的廠商不見得會採用這種標準鋼材,有些不肖廠商會用更便宜的鋼線,至於其品質,就是一個神祕的問題了,但價格可以是非常驚人的低廉。
床墊彈簧熱處理的方法
市面上提及的二次回火、電擊回火、烘烤回火熱處理其實都是指卷製彈簧後的消除應力部分。
烘烤回火 = 氣爐回火、烘烤爐回火
其實一般常見如汽機車避震器這類線徑比較粗的彈簧,使用的回火裝置都是用氣爐(atmosphere furnace)來進行。這種氣爐可以用電或瓦斯等方式升溫,但不管如何,都具備維持爐內氣體恆定溫度的功能。


有些比較舊型的機器是連續型烘烤,密封性可能較差,有些則是間歇型烘烤。台灣早期到現在的傳統連結式彈簧都是使用這類型的機器來製造,也就是將整張彈簧卷製後,再送進巨型烤麵包機,加溫到約 300 到 500 度,進行約 30 到 60 分鐘的均勻加熱。
為什麼需要進行這個步驟呢?這是因為床墊彈簧線徑較細,多半都不超過 3mm,因此都採用冷制卷簧,也就是不需要對鋼絲先進行加溫,在常溫下卷成需要的圈數、圈徑,這種卷簧的動作就會出現應力,也就是一開始提到的金屬疲勞。
在冶鍊業中發現加溫可以消除這種應力,意思就是說,如果你用了十年的彈簧,理論上也可以再次利用加溫烘烤,來消除累積的應力,讓彈簧重獲新生,這種應力的來源就是金屬逐次受力產生的。當然這是不考慮十年之間空氣、濕度對彈簧鋼材產生的老化、生鏽等問題。
電擊回火,電阻瞬間加熱
科學家不斷研究到底需要多少溫度、時間才能將應力消除,這與材料、彈簧線徑、面積等等都有關係。隨著技術進步,床墊彈簧中的獨立筒彈簧逐漸受到市場歡迎,因此出現了流水自動化的機台,這種機台將以往需要分拆幾次製程的彈簧整合在幾分鐘之內就完成,大幅提高了製造效率與效能。

過去卷簧後,需要將各自獨立的彈簧送進烤爐,然後再裝袋、組合,而現代化機台只需要在一端不斷將鐵絲送出,就能很快的完成一床獨立筒彈簧,這其中關鍵技術之一就是電擊加熱的回火。

熱處理是一種利用受控加熱和冷卻來改變金屬和金屬合金晶體結構的過程。根據材料和處理工藝,熱處理可以提供許多好處,包括提高硬度、提高耐溫性、提高延展性和提高材料強度。熱處理是金屬製造過程的關鍵方面,因為熱處理可以使材料在不改變產品形狀的情況下獲得所需的物理和機械性能。
在對熱處理材料進行冷成形的加工方法中,由於將線材形成為盤繞形狀,因此當成形後除去載荷時,在線材的內部(面向軸心的部分)殘留有拉伸殘餘應力。螺旋彈簧,壓縮殘餘應力殘留在外部(面向軸心相反側的部分)。這些殘餘應力大大降低了螺旋彈簧的耐用性。因此,在形成螺旋彈簧之後,透過在氣爐或電爐中進行低溫退火來消除應力,其中氣氛保持在 350℃ 至 500℃ 的溫度範圍內。
電擊回火的應力消除勝於烘烤
而電擊回火簡單的理解就是利用金屬電阻高的特性,在流通電之後,金屬會迅速均勻的升溫,因此可以消除應力,這種方式將熱處理時間從長達 60 分鐘縮短成幾秒,雖然一次單個,但只要電力足夠,其實也可以同時進行數個電擊回火,因此效率上遠遠超過傳統的烘烤方式。
| 比較項目 | 電擊回火 | 烘烤回火 |
|---|---|---|
| 設備 | 電阻加熱 | 加溫爐 |
| 應力消除 | 極佳到更佳* | 極佳 |
| 時間 | 單顆約 3 秒 | 不包含預熱升溫,至少需要置於烤爐中 30 分鐘 |
| 溫度 | 300 度到 500 度 | 300 度到 500 度 |
| 效率 | 快,單顆約 3 秒,一張床600 顆約需 30 分鐘 | 慢,一次需 50 到 60 分鐘,依照機型大小,約可處理 3000 到 10000 顆彈簧。 |
| 加熱方式 | 利用電阻,在一個彈簧的 2到 4 個點同時施加電流,均勻升溫 | 利用氣體溫度,在密封氣爐烘烤,讓鐵絲從表面到內心升溫 |
| 能源效率 | 節省 | 高,需要預熱爐內氣體溫度,到保持恆定溫度 |
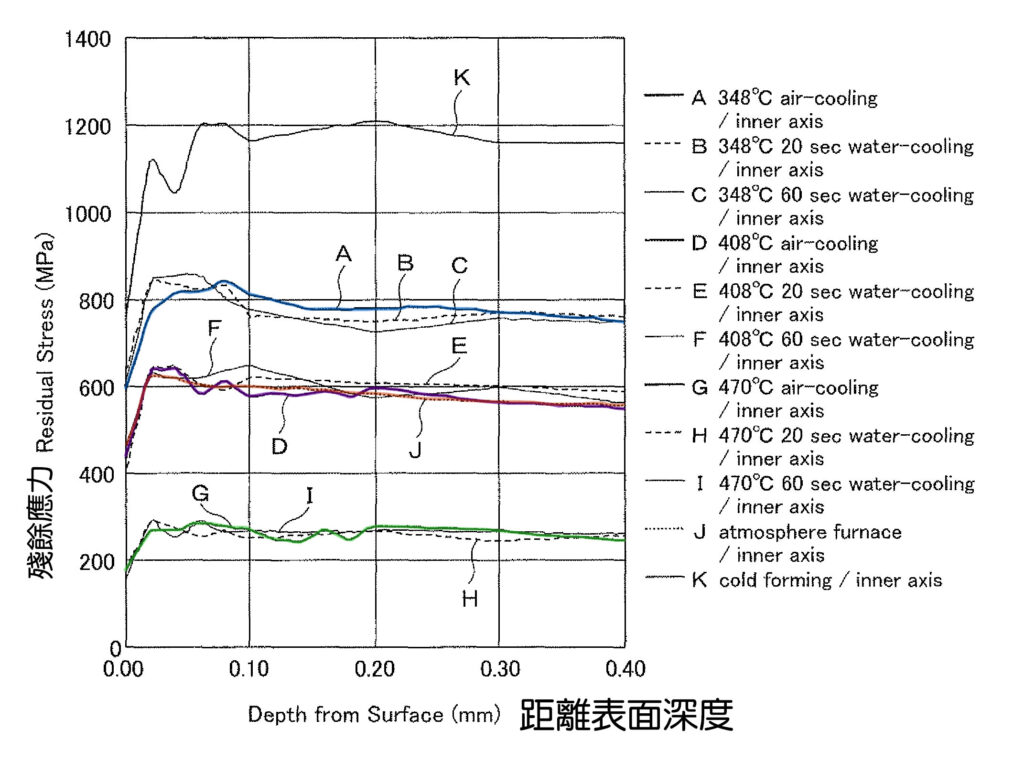
根據一份 2010 年螺旋彈簧的熱處理方法Method for heat treatment of coiled spring專利,實際實驗的數據來說明。這份文件中專利申請人使用了三種溫度搭配三種不同降溫方式來了解彈簧電擊回火後的變化。
其中我們關注 A 彈簧是 348 度(藍線),採用空氣降溫,D 彈簧是 408 度(紫線)、G 彈簧是 470 度(綠線)。對照是 J 彈簧(紅線),採用的是傳統氣爐烘烤回火,依照建議採用溫度是 380 度。
下圖是電擊回火後彈簧距表面的深度與其退火後的殘餘應力之間的關係,從圖中可以發現,藍線殘留應力最高,顯示溫度 348 度不足,非最佳應用溫度。溫度提高到 408 度時,殘留應力與傳統烘烤 380 度相近。應力最低的是G,這是溫度 470 度下的表現。
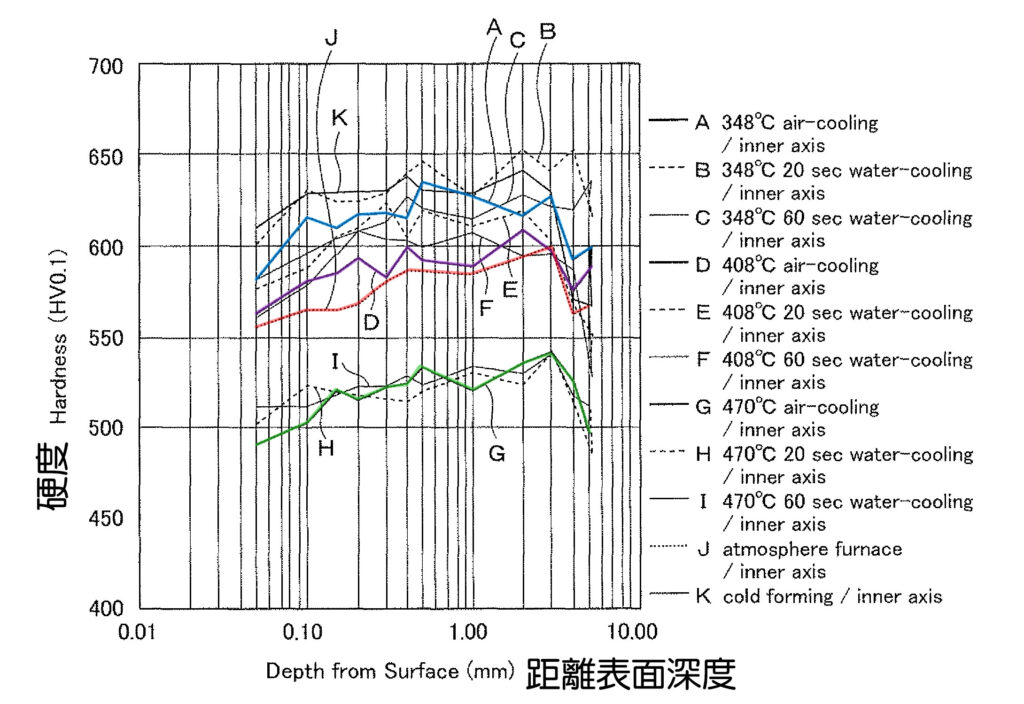
接著再觀察彈簧硬度表現,其中 G 隨著回火溫度最高時,硬度最低,而藍線最高。但 408 度(接近傳統烘烤的 380 度)的硬度也高於傳統烘烤回火對照組。由於殘餘應力和硬度之間的平衡會影響螺旋彈簧的耐久性,因此該專利最後建議最佳溫度是在 360 度以上。
- 溫度才是重點:氣爐加溫的溫度比暴露時間重要。
- 烤得越久不會更好:如果熱處理時間超過 30 分鐘,則殘餘應力的平均值幾乎不變化。
- 在相同溫度對比下,電擊加溫方式比烘烤加溫的彈簧,殘留應力更少。
- 在消除應力程度相等下,電擊加溫能夠產出硬度較佳的彈簧,可靠地提高耐用性。
- 能源更有效率:透過電阻加熱可以避免加熱時間長、保持氣密性,進一步提高生產的能源效率、生產率和品質。
電擊回火與氣爐烘烤回火比較結論
床墊彈簧的回火一直被網路業者用來行銷,但事實上,電擊回火只要在電源足夠,電流足以產生夠高的溫度狀況下,電擊回火的效率與效能遠遠超過烘烤方式。目前世界上各大知名品牌,都是以自動化生產機台來製造獨立筒彈簧,而瑞士知名 Spühl 的設備,連傳統邦內爾連結式彈簧也是採用雙端電擊回火,這些設備是由全球最大的禮恩派企業投資研發。美國知名床墊舒達、席伊麗品牌的床墊彈簧,都是出自這家企業,由此可證其技術實力。
台灣其實保留傳統烘烤方式數量不多,業者多半同時生產連結式彈簧床,因此保留這類電爐、瓦斯氣爐的設備,這些設備不能說不好,尤其對於線徑較粗的避震彈簧、工業用彈簧等都是需要使用這類回火設備。
但對於獨立筒彈簧而言,氣爐烘烤回火的生產效率落後是不爭的事實。而一些科學證據也顯示,短短數秒的電擊回火對床墊彈簧的耐用度,其實更好!
「捨棄市面上絕大多數只要幾秒鐘的電擊加熱,堅持 300 度恆溫恆壓烘烤」,終究只是典型行銷的話術!